


Začátečník vyrábí druhý parní stroj

Loni na jaře, po rozběhnutí prvního strojku, jsem začal dělat na druhém. Plány byly rozdělané dlouhou dobu, stačily jen doladit a mohlo se vyrábět. První stroj povedený opravdu nebyl. Nelíbí se mi slabé pístní tyče z mosazi, navíc uprostřed zeslabené dírami 1,5 mm pro kolíky zajišťující píst. Víka válců, která vodí pístní tyče, jsem vůbec nezvládl atd.
![]()
Konstrukce
Průběžně jsem tedy přemýšlel o lepší konstrukci. Ono je také snazší sedět v teple domova a kreslit, než v dílně přemýšlet nad další součástí, kterou nevím jak vyrobit![]()
. Složitější věci si kreslím na počítači (jako je stroj nebo kotel), jednodušší součásti (ventily...) kreslím raději klasicky na papír. Na nějaké čmárání je tužka a papír nejlepší.
Na počítači používám 2D CAD, výhoda je rychlé a přesné kreslení, kopírování, zrcadlení, otáčení a další funkce a hlavně editace již nakresleného - pokud se něco rozhodnu změnit, nemusím celý výkres kreslit znovu, jako by tomu bylo na papíře.
Papírově má můj první i druhý stroj podobné parametry (kromě vstupního tlaku páry, prvnímu strojku nevěřím, že by zvládl vyšší tlaky). Je to dvojčinný dvojválec s pístovými šoupátky, bez reverzace, průměr pístu 16 mm, zdvih 28 mm, průměr šoupátkových pístů 8 mm, zdvih šoupátkových pístů 14 mm, průměr pístních tyčí 5 mm a 4 mm.
Volím raději větší zdvihy - stroj má menší otáčky při stejném výkonu. Vysokootáčkových bych se bál. Dále se tím, myslím, minimalizuje vliv vůlí v čepech a ložiskách a další nepřesnosti výroby. Větší zdvih šoupátka pomůže k jeho přesnějšímu doladění.
Preferuji delší ojnice (poměr délka ojnice/poloměr kliky). Celý stroj je pak vysoký, jeho hmotné těžiště se zvýší, ale i ostatní části lodě neumím postavit malé - kotel, hořák, ani ventily, tak to tolik nevadí. K prodloužení ojnice přispěje i to, že vidlice není na pístní tyči, jak někdy vídávám, ale na ojnici. Má to zase nevýhodu - nemám levý závitník a závitové očko.
U hlavního pístu to nevadí, rezervu tam má, ale u šoupátkového pístu je právě dobré přesně nastavit jeho výšku. Pravé závity mi dovolí měnit výšku v lepším případě po polovině stoupání závitu M4, ani vyšší zdvih 14 mm mě nezachrání. Stroj se špatně rozbíhá z klidu, a myslím, že je problém právě tady.
Volba příliš krátké ojnice má vliv i na další věci. V případě šoupátka bude pro horní a spodní komoru hlavního válce jiná doba plnění i výfuku. A hlavně se bojím radiálních sil, které můžou ohýbat slabou pístní tyč hlavního pístu a které tlačí na víko válce.
Celý strojek nebyl předem kompletně navržený a domyšlený. Nakreslil jsem si víceméně náčrt (ne technické výkresy pro každou součást), ze kterého se daly občas vyčíst rozměry pro danou součást. Stačil mi jeden parír A4 se schematickým nárysem v řezu. Bokorysy apod. nebyly většinou vůbec potřeba u takhle jednoduchého stroje. Tenhle náčrt tu ukazovat nebudu, ten je jen pro silné povahy.
Ale tady je jiný náčrt samostatného těla válce. Celý strojek není nic složitého. Potřebné prostory obklopené kovem, kde je potřeba něco přidržet, další trocha kovu. Jen to vyrobit.
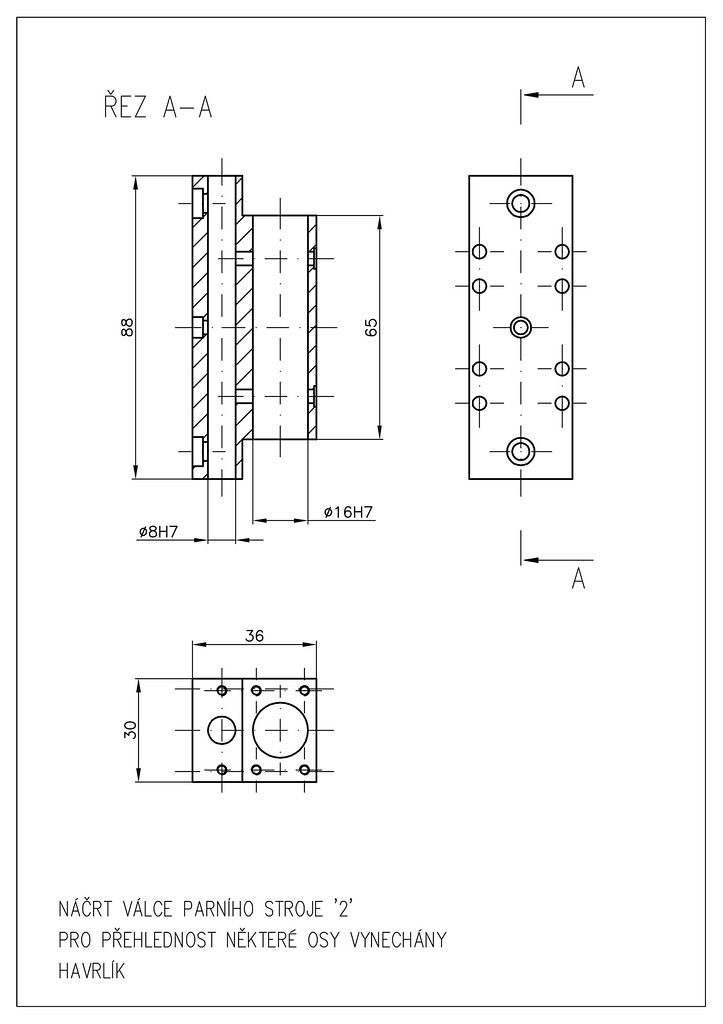
Tělo válce strojku
Síly z ojnice tlačí na pístní tyč radiálně i axiálně. Nechci, aby se píst třel (dřel) o válec, pístní tyč proto musí mít vedení. Řeší se to křižákem. Spolehlivý křižák nedokážu zkonstruovat, až letos na Vyžlovce jsem viděl řešení pan Kočího, to se mi docela líbilo. Moje pístní tyč je delší a vedou ji spodní i horní víka válce.
Písty na pístní tyči zajišťují kolíky, nic lepšího mě nenapadlo. Na tyči, mezi otvory pro kolíky, je vypilovaný zápich pro těsnění - teflonová šňůrka. Písty mají také zápich, s namotaným teflonem. Asi se vydře, zvláště u šoupátka.
![]()
Výroba
Některé věci záměrně upřesňuji během výroby (například velikost ucpávkového dílu nebo vzdálenost mezi válci - neměl jsem jasno v konstrukci excentru a velikosti setrvačníku) a některé věci měním neplánovaně (například jsem myslel, že mám polotovar čtvercovou tyč 35, ale byla to 36, nebo se mi nepodařilo vyrobit víka válců na soustruhu, tak jsou z plechu a vyfrézované).
U vík válců bych se rád zastavil. Ty mě potrápily nejvíc (no když přehlédnu přesnou výrobu ploch píst - válec). Nemám k dispozici přesný soustruh. Jednou jsem na soustruhu vystružoval průměr 4H7, a vzniklo z toho cca 4,4 mm místo max. 4,012 mm.
Původně jsem chtěl, aby na víku bylo osazení, které by přesně zapadlo do válce a s přesně soustřednou dírou pro pístní tyč, by se tím zajistila přesná poloha pístní tyče a tedy i pístu. Tudy cesta nevede, ať bych to jakkoli navrtával a vrtal, i s dokonale přesným koníkem (koník je opravovaný, proto ty nepřesnosti) stejně by se i ostrý vrták určitě uhl a soustřednosti bych v domácích podmínkách a bez zkušeností nedosáhl.
Vzal jsem tedy šestku bronzový plech a ve frézce ho kolmo upnul do svěráku. Vystružoval jsem jednu díru za druhou. Kolečko s navrtáváčkem, vrtákem, výstružníkem a dvoubřitou frézou průměr 18 mm (respektive 10 mm) pro vyfrézování mělké 0,75 mm díry, do které zapadne těsnící Ó-kroužek 16x1 (respektive 8x1). Potom díry pro šroubky. Poté stačilo ručně vyříznout jednotlivá víka a ofrézovat plochy po pilce.
Při montáži musím utahovat víko postupně a pohybovat s pístem do krajních pozic. Bojím se, že během chodu strojku stačí relativně malý radiální tlak a víko ujede. Nadzvedává ho stlačený těsnící kroužek, tlak páry, případný olej snižuje tření, nerezový šroub M3 v mosazném těle válce nelze dotáhnout silou.
Tělo válce je z mosazi, písty se doporučují bronzové. Mám strach, aby měkčí válce nevyběhaly tvrdší bronzové písty, zkusil jsem tedy dural, bronzové můžu udělat vždycky. S těly válců je to horší, na těchto dvou součástech jsem dělal minimálně týden, závitníky se polámaly, cena materiálu. Příště bych rád zkusil tělo válce z bronzu a píst z mosazi.

Čepy pístních tyčí jsem vyrobil nové, ojnice až po montáži.
![]()
Expanzní strojek
V těle válce, mezi hlavním a šoupátkovým válcem je provrtaný parovod (tedy díra - jsou tu dvě díry pro dva pracovní prostory jednoho válce) průměru 4 mm. Píst šoupátka otevírá tuto cestu s tlakovou párou a s výfukem, musí tedy být vysoký také alespoň 4 mm, raději něco navíc aby nedošlo k profuku. Pokud ale jeho výšku budu zvedat nad 4 mm, zkracuje se tím doba plnění i doba výfuku hlavního válce.
Dále je potřeba správně natočit excentr daného šoupátka. U plnotlakého stroje je prý úhel natočení excentru a kliky 97°, respektive 83° při vnějším, respektive vnitřním plnění – „předstih” je 7°. Při změně výšky pístu šoupátka nastane otevření parovodů v jiné poloze - musím tento úhel změnit tak, aby plnění a tedy i výfuk nastal nejlépe okolo horní/dolní úvrati, popřípadě s „předstihem”, který si zvolím.
Při kratší době plnění/výfuku dochází k expanzi/kompresi po dobu, co je pracovní prostor uzavřen šoupátkem. U dvojčinného dvouválce můžeme volit expanzi pod 50 % zdvihu, aby se stroj mohl rozběhnout z klidu.
Je potřeba kontrolně spočítat tlak na konci zdvihu, aby tam nebyl ještě nižší než barometrický, dále vzít v úvahu objemové ztráty páry - její ochlazení od stěn a netěsnosti pístu a pístní tyče. Po výfuku zase dochází ke kompresi. Chci zkusit expanzní stroj, tak proč ne, zvolil jsem expanzi 25 % zdvihu. Větší nemá smysl v modelových velikostech.
Nakonec si musíme rozkreslit vytipované polohy pístů a tím dostat potřebné parametry - výška pístu šoupátka (10,2 mm) a natočení excentru (54°). Délka ojnice šoupátka mi vyšla o 0,25 mm delší, nevím jestli to je chyba nebo za to může charakteristika excentrického (klikového) mechanizmu - na to má vliv již zmíněny poměr délky ojnice a poloměru kliky.
![]()
Další starosti
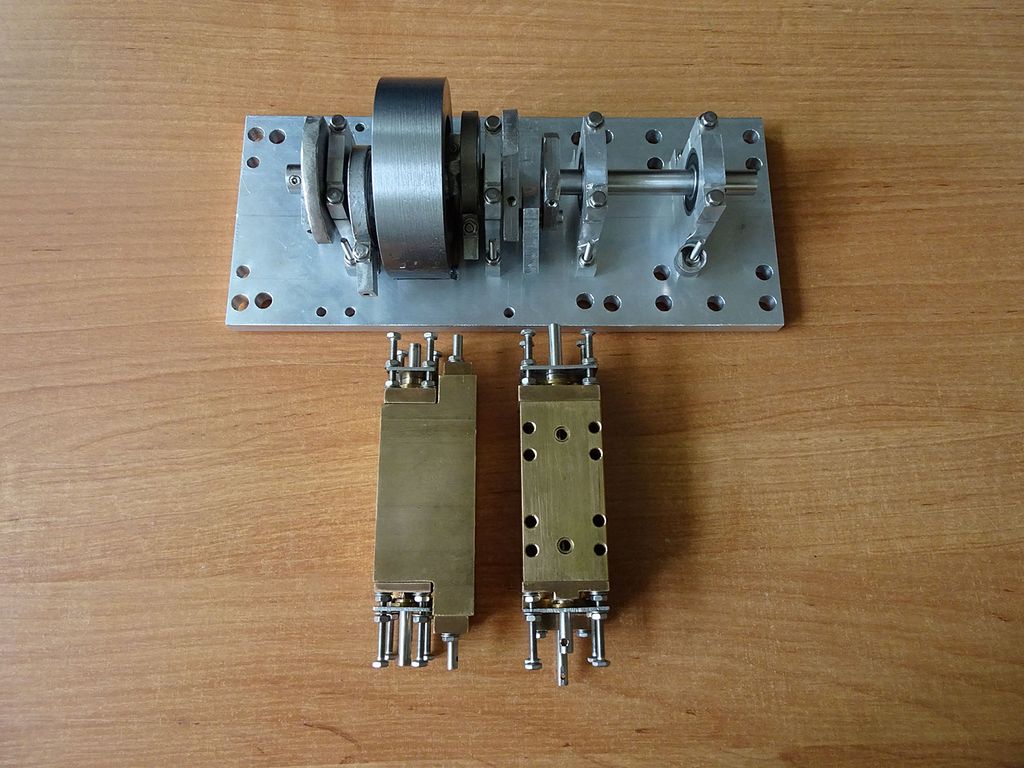
Obrábět nerezovou ocel to je vždycky horor. Součásti kliky jsou z 6mm ploché tyče. Na hřídeli je zajišťují červíky. Hřídel je pod válci průměru 8 mm, na výstupu průměru 10 mm. Obě hřídele mají po dvou ložiskách a záměrně nejsou pevně spojeny - obě mají vlastní axiální zajištění, vzájemné pootočení samozřejmě nehrozí.


Výška strojku je 255 mm a hmotnost 4,1 kg. I ve skutečných velkých lodích byly stroje značných rozměrů, sahaly až k hlavní palubě.
Kuličková ložiska jsou obyčejná, levná. I tak se prodražily, protože jich je hodně. Snad hned nezkorodují od vody v lodi.
Čepy mezi ojnicí a pístní tyčí jsou dvojka a trojka tyč, z obou stran závity. Abych ušetřil na šířce, na jedné straně je jen jedna matice a rozmáčklá, ta se už nevyšroubuje.
Pájení vůbec nepoužívám.
Těla válce mají otvory pro uchycení tyčemi průměru 4 mm zajišťující pevnost a stabilitu při jakýchkoli případných silách.
Hodně součástí bylo vyrobeno na frézce. Při lehce jednodušším stroji by stačila dobrá vrtačka, já mám k dispozici velmi nedobrou vrtačku.
Pro MoNaKo Matouš Havrlík
![]()
Komentáře
Moc hezká práce! Něco takového bych nesvedl!
Chtělo by to ještě video, jak strojek běží.
Keba
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Je to jeden z nejlepších článků, co jsem v poslední době viděl. Moc pěkná stavba. Strojek má svůj osobní styl.
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Díky. Nevím jestli zase dokážu sepsat plnohodnotný článek, ale třeba krátký příspěvek s videem by být mohl. Nejlépe v lodi :) Jen neslibuju kdy, protože nevím jak na tom budu s časem. Nestavím podle hotových plánů ostatních, má to zase nevýhody...
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Přidávám se s vyjádřením uznání. Krásná ukázka, co vše lze zvládnout i ve skromných podmínkách.
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Zdravím!
Úctu každému, kdo něco dělá a díky opozici, která nás posouvá k dokonalosti. Moje zkušenost: okopíroval jsem vyvinutý parní stroj, popsaný v knize z technické knihovny v Brně. Upravil jsem konstrukci tak, abych ji dovedl vyrobit. Vše zmenšil do rozměrů mně potřebných. Po spuštění jsem se nestačil divit. Stroj měl o cca polovinu větší výkon a menší spotřebu, než stroj, který jsem zkonstruoval sám, před tím.
V.H.
Parní stroj, aby pracoval řádně, je konstrukčně náročný, ale vyvinutý ke značné dokonalosti. A chce to těžit právě ze zkušeností, z vývoje. Má to vliv na životnost stroje, poměr váhy stroje a výkonu, spotřebu páry na výkon.... Např., proč se používá:
1.úplný klikový mechanizmus s křižákem - únosnost klikového mechanizmu
https://www.sspu-opava.cz/static/UserFiles/File/_sablony/SPS_III/VY_32_…
2. kluzná ložiska s kroužkovým mazáním
3. nejvhodnější poměr válce - délka/průměr,
4. poměr obsahu válce k průměru šoupátka v závislosti na průchodu páry z kotle až do válce,
5. tvar a odlehčení pístu v závislosti nad prostorem ve válci nad pístem při úvrati.
Pro parní stroj neplatí zkušenosti z plnění a výkonu spalovacích motorů. Pára má jiné vlastnosti...
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
@vlhu Také zdravím,
životnost a účinnost stroje je dobrá věc. Nadruhou stranu v modelových velikostech zase až tolik nevadí když něco nebude úplně dokonalé. U mě třeba s tím mechanizmem s křižákem - nedokázal jsem vymyslet konstrukci kterou bych dokázal vyrobit, obávám se že by to šlo moc ztuha nebo naopak s vůlí - že to nikdy nepůjde tak akorád, i když kolegové mi říkají že je to možné. Teď uvažuju zase o jednočinném strojku, kde bych si ušetřil starosti jak s křižákem, tak s těsněním pístní tyče a soustřednosti čel váce. Inspirace přišla od pana Kočího.
A jak je to u vás, stavíte parní lodě, nebo spíš něco stacionárního?
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Pozvánky
Roupovské lodičky
Kde: Koupaliště Roupov
Kdy: 18. 4.![]()
Soutěž lodních maket NS
Kde: Barbora, Duchcov
Kdy: 18. 4.![]()
Setkání mládeže + Footy
Kde: Zátoka Cikánka, Jablonec nad Nisou
Kdy: 25. 4.![]()
Jarní Lužiny + soutěž dětí
Kde: Nepomucký rybník, Praha
Kdy: 25. 4.![]()
Galantská kotva
Kde: rybník Koštan, Kajál u Galanty
Kdy: 25. 4.![]()
Otvírání mola
Kde: Židovský rybník, Lány
Kdy: 25. 4.![]()
Moravský pohár
Kde: Nádrž v Sedlejově
Kdy: 25. - 26. 4.![]()
Stupavská para
Kde: Vachalkov rybník, Stupava
Kdy: 2. 5.![]()
Sraz lodních modelářů
Kde: Křelovský rybník, Křelov u Olomouce
Kdy: 2. 5. od 10:00![]()
Sraz lodních modelářů
Kde: Jezírka v Holandské ulici, Brno
Kdy: 3. 5. od 15:00![]()
Evropský pohár NSS
Kde: Kristýna, Hrádek nad Nisou
Kdy: 1. - 3. 5.![]()
Víkend s MoNaKem
Kde: rybník Homole u Hotelu Luna, Kouty
Kdy: 8. - 10. 5.![]()
Mistrovství ČR stolních modelů C
Kde: Muzeum v Děčíně
Kdy: 8. - 10. 5.![]()
Mikroklima s MoNaKem
Kde: U restaurace v Parku Přátelství, Praha-Prosek
Kdy: 28. 5.![]()
MiČR lodních maket NS + žáků
Kde: Autocamp Třeboň
Kdy: 12. - 14. 6.![]()
Česko-rakouský pohár NS
Kde: ATC Podroužek, Netolice
Kdy: 20. - 21. 6.![]()







