


Parníkář radí začátečníkům: IV. Jak vyrobit turbínu

Předcházející díly volného seriálu rad pro začínající parníkáře před více než rokem publikoval Jiří Voráček. Tentokrát žezlo rádce převzal Petr Stejskal, aby naše čtenáře seznámil s problematikou turbín. Těm pro letecké modely se věnuje řadu let, ale o nich dnešní článek nebude. Řeč bude o turbínách vhodných pro pohon modelů parníků - o parních turbínách: „Parní turbíny nejsou u modelů moc rozšířeným pohonem (přeci jenom periodický posuvný pohyb je člověku jaksi přirozenější než svištící turbína), proto jsem se rozhodl napsat něco osvěty.“
Nejjednodušší způsob je turbínový disk vyrobit z plechu – odvrtáním otvorů po obvodě a následným nastřiháním lopatek – s tím má zkušenost Jirka Voráček a podrobně to popsal v časopise RC revue 1 a 2/2011. Druhý způsob, který jsem si zase vyzkoušel já, je vyrobit potřebný počet lopatek z plechu (obr. 1), nabrousit náběhy a naohýbat. Takto připravené lopatky pak zapájet do připraveného disku (obr. 2). Článek o tom také najdete v časopise RC revue 12/2002 až 4/2003. Nejlepší je obrobit celé turbínové kolo z jednoho kusu materiálu na CNC stroji, ale kdo má k tomu přístup za rozumný peníz.
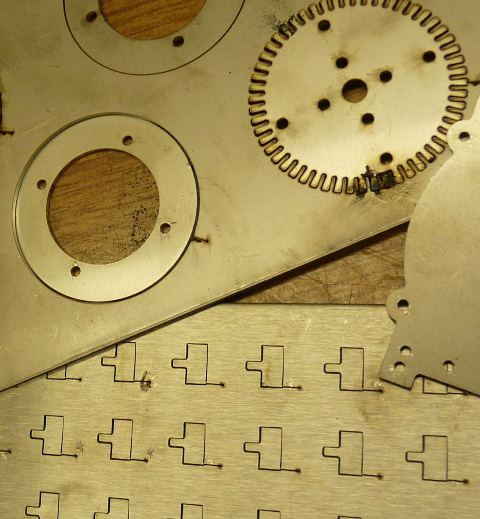
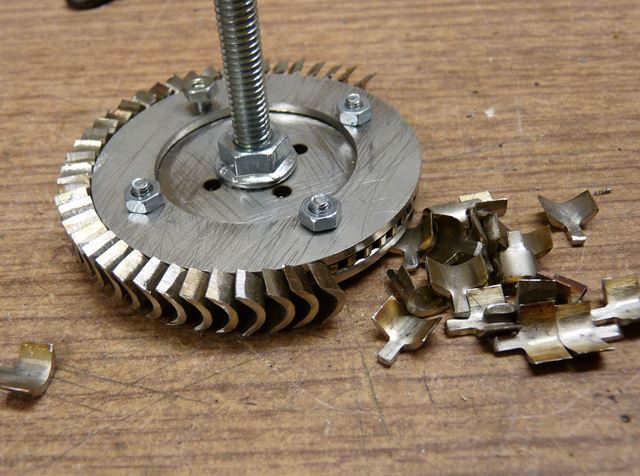
Obrázky 1 a 2
Poslední turbínová kola jsem vyráběl odléváním z kovu metodou ztraceného vosku. Byla to kolektivní práce, první krok udělal kamarád, se kterým jsme vytvořili 3D tiskárnu pro zlatnické účely. V počítači vytvořil model turbíny, ten se speciálním programem „rozřezal“ na plátky tlusté půl desetiny milimetru. Tyto řezy se pak v oné tiskárně promítají obyčejným dataprojektorem do kapaliny, která po osvícení modrým světlem tuhne. Po každém osvitu tiskárna posune vznikající výrobek právě o půl desetiny mm.
Jak to probíhá, můžete vidět například zde:
http://www.youtube.com/watch?v=snOErpOP5Xk
http://3dtisk.blogspot.cz/2013/01/stribrne-vyrobky-3d-tisk.html
Vzniklý model (obr. 3) se zaformuje do lukoprenu, a máme formu pro lití voskových modelů. Forma se vloží do ocelového pouzdra, upnutého do stojanové vrtačky otočené sklíčidlem nahoru, po roztočení na 2 000 otáček za minutu se do středového otvoru leje speciální vosk o teplotě 95 °C (obr. 4). Po patnácti minutách chladnutí se vyloupne krásný model (obr. 5). Poté nastoupil známý parníkář Tomáš Kočí a modely dovezl do slévárny, kde voskové modely obalí keramickou hmotou, vosk teplem vytaví, zbylá keramická skořepina se v peci vypálí a dovnitř se naleje tekutý kov. Jak to probíhá, můžete vidět zde:
http://www.kdynium.cz/cesky.asp?pid=p2



Obrázky 3, 4, a 5

Keramika se odstraní a máme hotový odlitek, velmi podobný původnímu modelu jen o něco menší (o tepelné smrštění chladnoucího vosku a tekutého kovu). Po osoustružení vnějších ploch, vyvrtání středového otvoru a doleštění mezilopatkových kanálů je turbínka připravena na vyvážení. Naše kolečka mají průměr 52 mm, šířku lopatek 6 mm a jsou odlita z nerezové oceli 1.43081.4308 (obr. 6 - vlevo). V plánu máme zkusit dvoustupňovou Lavalovu turbínu,která by měla mít vyšší účinnost a nižší otáčky než ta běžně používaná jednostupňová. Pokud by někdo měl zájem začít s turbínami, tak za cenu nákladů ve slévárně můžeme nějaké kolečko odprodat.
![]()
Závěr
Také jsem si doma zkoušel odlít kolečka o průměru 30 mm z hliníku. Voskové modely jsem zaformoval do speciální zlatnické sádry, která snese vypálení při 700 °C, vosk při tom shoří a do vzniklé dutiny se naleje hliník tavený v improvizované pícce (obr. 7). Na obrázku 8 jsou vidět čerstvě odlité turbínky a pod nimi ocelová kyveta, ve které byla sádrová forma. Kolečko po opracování připravené ke zkoušce (obr. 9).



Obrázky 7, 8 a 9
|
Fotogalerie Foto: Petr Stejskal © 2014 |
Petr Stejskal
MK Lipence
![]()
Komentáře
Ahoj, taveni hliníku mne zajímá, ta pícka je indukční?
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Al jsem tavil v odporové peci: grafitový kelímek posazený do spirály stočené ze dvou topných infra tyčí a to celé je izolováno sibralem. Pro tavení používám spec čistící a krycí sůl, kterou mi dali kdysi ve slévárně, jinak je kvalita odlitku špatná.
Indukční pec jsem také zkoušel ( vlastní konstrukce, zatím slabý výkon) ale není to jednoduché a pro pár kousků se to nevyplatí vymýšlet.
PetrS
- Pro vkládání komentářů se musíte registrovat nebo přihlásit
Pozvánky
Roupovské lodičky
Kde: Koupaliště Roupov
Kdy: 18. 4.![]()
Soutěž lodních maket NS
Kde: Barbora, Duchcov
Kdy: 18. 4.![]()
Setkání mládeže + Footy
Kde: Zátoka Cikánka, Jablonec nad Nisou
Kdy: 25. 4.![]()
Jarní Lužiny + soutěž dětí
Kde: Nepomucký rybník, Praha
Kdy: 25. 4.![]()
Galantská kotva
Kde: rybník Koštan, Kajál u Galanty
Kdy: 25. 4.![]()
Otvírání mola
Kde: Židovský rybník, Lány
Kdy: 25. 4.![]()
Moravský pohár
Kde: Nádrž v Sedlejově
Kdy: 25. - 26. 4.![]()
Stupavská para
Kde: Vachalkov rybník, Stupava
Kdy: 2. 5.![]()
Sraz lodních modelářů
Kde: Křelovský rybník, Křelov u Olomouce
Kdy: 2. 5. od 10:00![]()
Sraz lodních modelářů
Kde: Jezírka v Holandské ulici, Brno
Kdy: 3. 5. od 15:00![]()
Evropský pohár NSS
Kde: Kristýna, Hrádek nad Nisou
Kdy: 1. - 3. 5.![]()
Víkend s MoNaKem
Kde: rybník Homole u Hotelu Luna, Kouty
Kdy: 8. - 10. 5.![]()
Mistrovství ČR stolních modelů C
Kde: Muzeum v Děčíně
Kdy: 8. - 10. 5.![]()
Mikroklima s MoNaKem
Kde: U restaurace v Parku Přátelství, Praha-Prosek
Kdy: 28. 5.![]()
MiČR lodních maket NS + žáků
Kde: Autocamp Třeboň
Kdy: 12. - 14. 6.![]()
Česko-rakouský pohár NS
Kde: ATC Podroužek, Netolice
Kdy: 20. - 21. 6.![]()







